Product
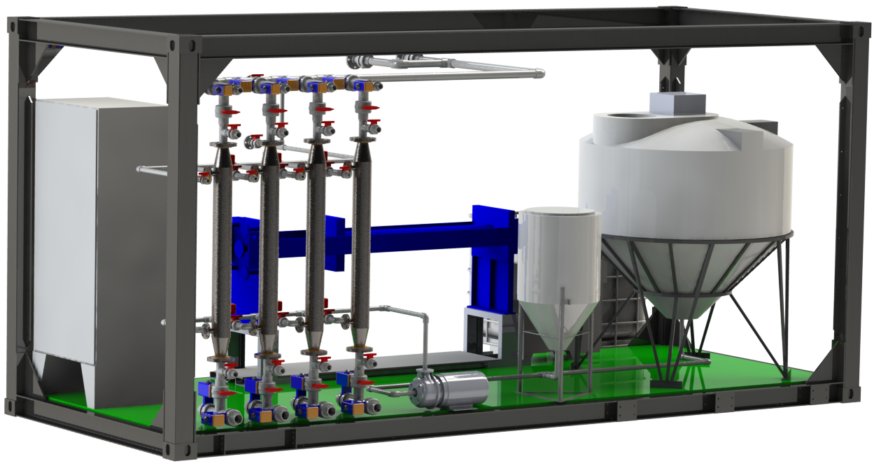
SaltMaker ChilledCrys Crystallizer
ChilledCrys is a novel and highly competitive alternative to expensive evaporators for zero liquid discharge of specific chemistries.

Product
SaltMaker Evaporators & Crystallizers
Our SaltMaker modular evaporators and crystallizers turn almost any wastewater into clean water, minimal liquid discharge (MLD) brines or zero liquid discharge (ZLD) solids.

Product
SaltMaker MVR & MSF Evaporative Crystallizers
Achieve true ZLD with two forced circulation evaporative crystallizer options: SaltMaker MVR and SaltMaker MSF.

Article
What is Zero Liquid Discharge & Why is it Important?
Zero liquid discharge (ZLD) is an engineering approach to water treatment where all water is recovered and contaminants are reduced to solid waste.