SaltMaker MVR & MSF Evaporative Crystallizers
Modular, next-generation evaporator-crystallizers with intelligent self-diagnosis, self-cleaning, and advanced automation for minimal and true liquid discharge.






Modular, next-generation evaporator-crystallizers with intelligent self-diagnosis, self-cleaning, and advanced automation for minimal and true liquid discharge.

BrineRefine is a continuous stirred tank reactor (CSTR) that executes diverse chemical reactions efficiently and with precision.

Our XtremeRO and FusionRO provide industry-leading recovery and reliablity. Concentrate brine, reduce discharge volumes, recover freshwater and more.

Reverse osmosis-based brine concentrators are reaching new performance levels not seen before. Saltworks is pleased to report that a substantial pilot plant is currently demonstrating 99% freshwater recovery on cooling tower blowdown (CTB).

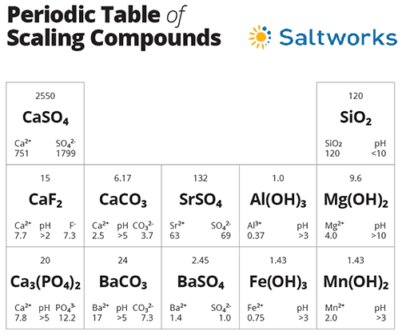
RO recovery and RO brine concentration are limited by osmotic pressures or membrane scaling; both limits have been increased by new technologies. A series of techniques described here can be used to delay or mitigate scale, but in many cases only chemical softening truly removes risk.

Treating RO brine optimally begins with utilizing lower-cost membrane systems to minimize volume for downstream processing. Clients must then decide between the available thermal treatment options that allow for brine concentration or treating down to solids for disposal.

Before investing in an industrial evaporator for your water treatment applications, lower your risks by asking any vendor the following five questions that cover key topics such as brine disposal, scale prevention, and cost of ownership.