Next-generation reverse osmosis (RO & UHP RO) and hybrid reverse osmosis/nanofiltration (UHP RO/NF) systems concentrate and recover freshwater from high-strength brines. Achieve industry-leading recovery and reliability with a membrane-based system while reducing the size and cost of downstream thermal treatment.
Reverse Osmosis Membrane Concentrators
Reverse osmosis (RO) is the world’s dominant desalination technology. It uses pressurized, semi-permeable membranes to remove dissolved salts from water. RO is typically the most economical solution for initial brine treatment and should be considered first for most industrial desalination applications.
XtremeRO (UHP RO) and FusionRO (UHP RO/NF) are advanced reverse osmosis systems designed to treat high-strength brines.
XtremeRO uses specialized membranes and process engineering to concentrate brine up to 130,000 mg/L total dissolved solids (TDS). FusionRO – a ultra-high pressure reverse osmosis and nanofiltration hybrid – pushes performance further, achieving concentrations >200,000 mg/L TDS using cascading UHP RO-NF loops.
System
Operating Pressure
Max TDS Concentration
Key Application
XtremeRO 600
600 psi (41 bar)
40,000 mg/L
Standard/brackish water RO
XtremeRO 1200
1,200 psi (80 bar)
80,000 mg/L
Standard/seawater RO
XtremeRO 1800
1,800 psi (120 bar)
130,000 mg/L
Ultra-high pressure RO
FusionRO
Varies
>200,000 mg/L
Cascading UHP RO-NF
Uni-RO Standardized Platform
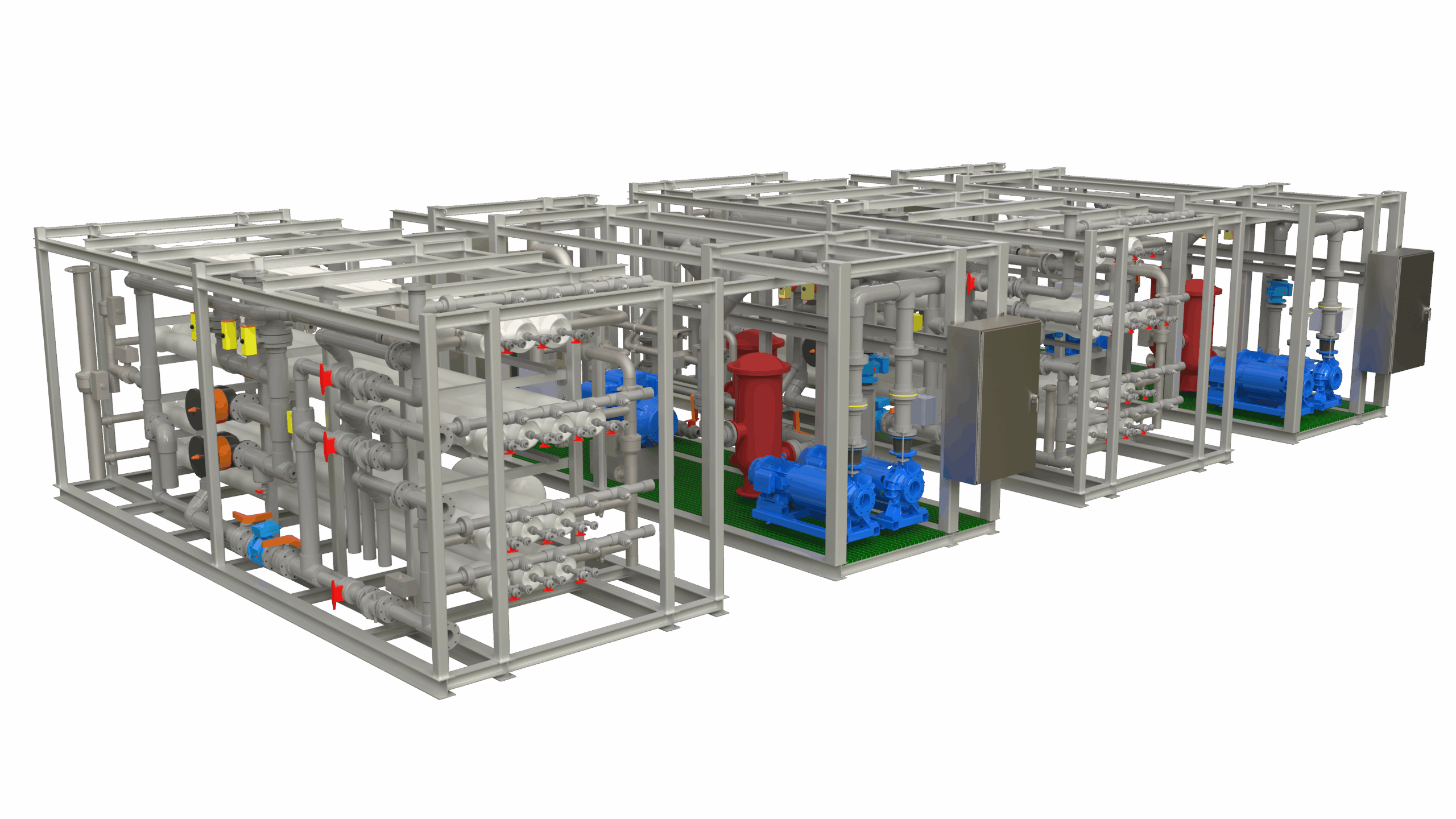
Saltworks’ membrane brine concentrators are built on our Uni-RO platform—a modular, repeatable, and standardized design shared across XtremeRO, FusionRO, and SelectNF. The core skid, frame, and components are the same, with only pressure ratings and membrane types varying between systems.
Uni-RO is a fungible shared architecture that simplifies scaled deployment while delivering economies of reliability, operation and maintenance. All Uni-RO based skids are factory assembled and tested for lowest field installation cost.
Saltworks’ Uni-RO standardized architecture
Minimal Liquid Discharge (MLD) Systems
Saltworks packages XtremeRO and FusionRO into digitized, end-to-end systems for minimal liquid discharge (MLD) applications. Our MLD systems are further enhanced with our BrineRefine and XtremeUF technologies that remove scaling ions, such as silica and calcium. This minimizes fouling risk, enhancing membrane longevity and allowing XtremeRO and FusionRO to operate reliably at osmotic pressure limits.
Our MLD systems also include intelligent diagnosis and self-cleaning. The result is a complete, fully automated membrane-based brine concentrator with industry-leading reliability and lowest total cost.
Start Your XtremeRO & FusionRO Project
Saltworks specializes in designing and delivering complete membrane brine concentration systems for industrial desalination, chemical recovery, or lithium refining applications.
We provide initial technical consultation to understand treatment options, residual management, integration with existing treatment processes, and total cost optimization.
Take advantage of our process design expertise, comprehensive pilot testing program, full-scale design and delivery, and remote operations and support.