
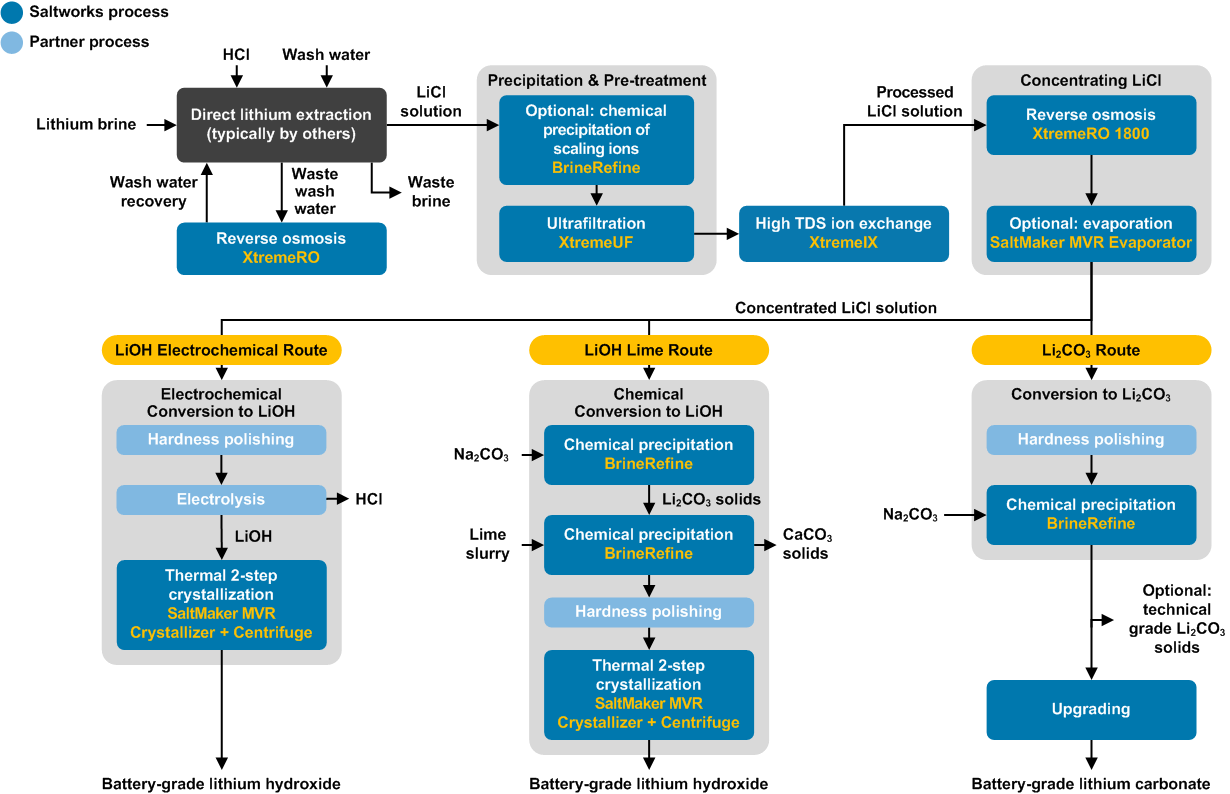
BrineRefine in Lithium Production and Refining
Maximizing Membrane Freshwater Recovery With Chemical Softening

Cost-Effectively Targeting Contaminants of Concern

Fenton's Reaction for Oxidation of Organics

Customizable CSTR Chemical Reactor Applications





