
Product
BrineRefine Chemical Reactor
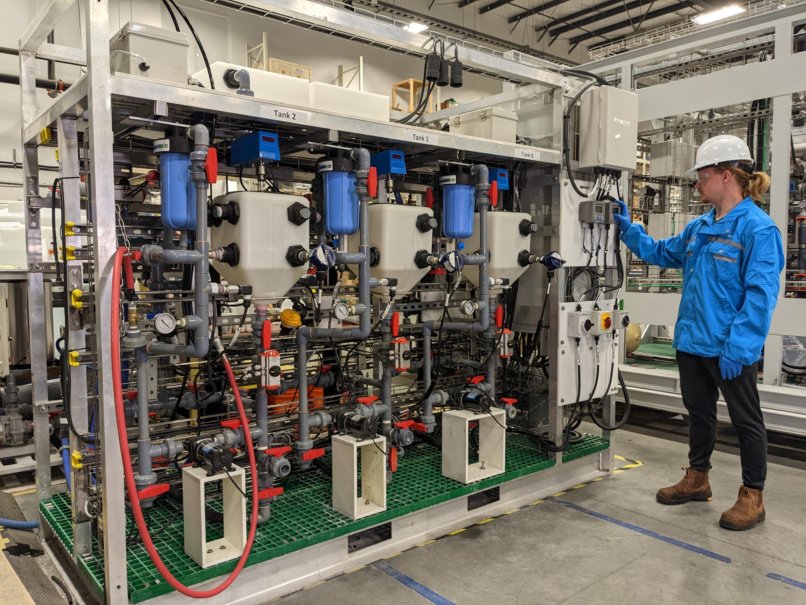
BrineRefine is a continuous stirred tank reactor (CSTR) that executes diverse chemical reactions efficiently and with precision.

BrineRefine is a continuous stirred tank reactor (CSTR) that executes diverse chemical reactions efficiently and with precision.
New modular, intelligent, and automated chemical precipitation with a ceramic membrane filtration system eliminates the challenges of chemical overdosing and large footprint requirements.

XtremeUF ceramic ultrafiltration removes oils, grease, precipitated by-products, particulate, microbes, and suspended solids.

Saltworks delivered a full-scale, compact and automated XtremeUF ultrafiltration system to an advanced materials manufacturing plant in the US.