
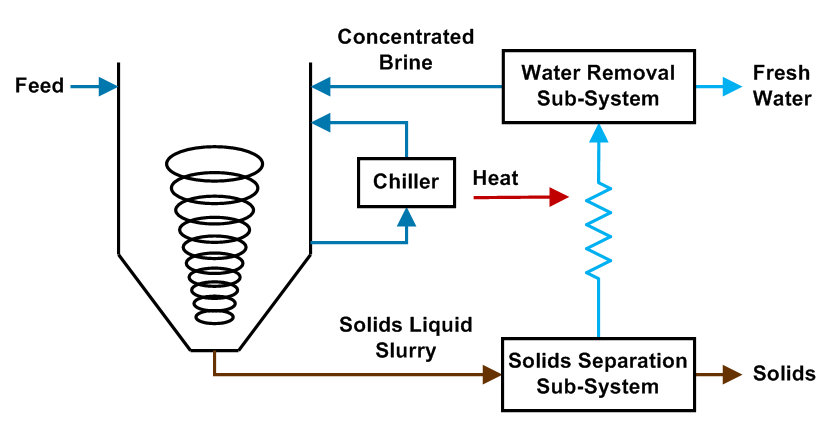
SaltMaker ChilledCrys Crystallizer
ChilledCrys is a novel and highly competitive alternative to expensive evaporators for zero liquid discharge of specific chemistries.





ChilledCrys is a novel and highly competitive alternative to expensive evaporators for zero liquid discharge of specific chemistries.
Modular, next-generation evaporator-crystallizers with intelligent self-diagnosis, self-cleaning, and advanced automation for minimal and true liquid discharge.

XtremeUF ceramic and polymeric ultrafiltration removes oils, grease, precipitated by-products, particulate, microbes, and suspended solids.

Saltworks’ Lithium Test Center combines expertise and industry-leading technology to provide innovative solutions for processing lithium resources into battery-grade outputs. The Center is dedicated to de-risking lithium processing projects and accelerating full-scale implementation.

Saltworks has shipped two SaltMaker MVR crystallizers and a SaltMaker ChilledCrys to the electric vehicle (EV) battery industry. These full-scale systems will play an essential role in the production of lithium and nickel—two critical elements in EV batteries.

Saltworks is pleased to announce the production of battery-grade lithium hydroxide from an industrial wastewater. Saltworks’ process harvests lithium hydroxide solids that reach or exceed battery-grade specifications.

Saltworks brings water mining expertise and advanced desalination technologies to our lithium clients, offering solutions for concentrating, refining, and converting low-grade lithium sources to battery-grade product. We offer higher purity and lower energy processing technology, that boosts yield, removes unit operations, and reduces cost.