
Product
SaltMaker ChilledCrys Crystallizer
ChilledCrys is a novel and highly competitive alternative to expensive evaporators for zero liquid discharge of specific chemistries.



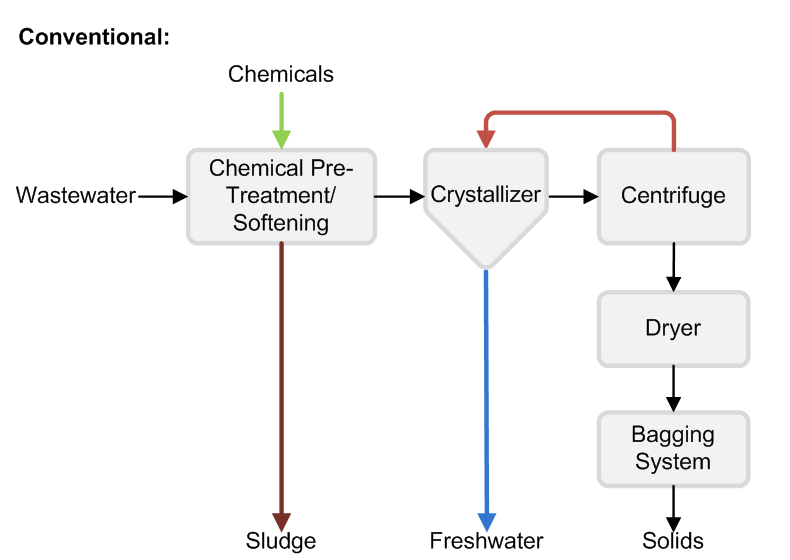
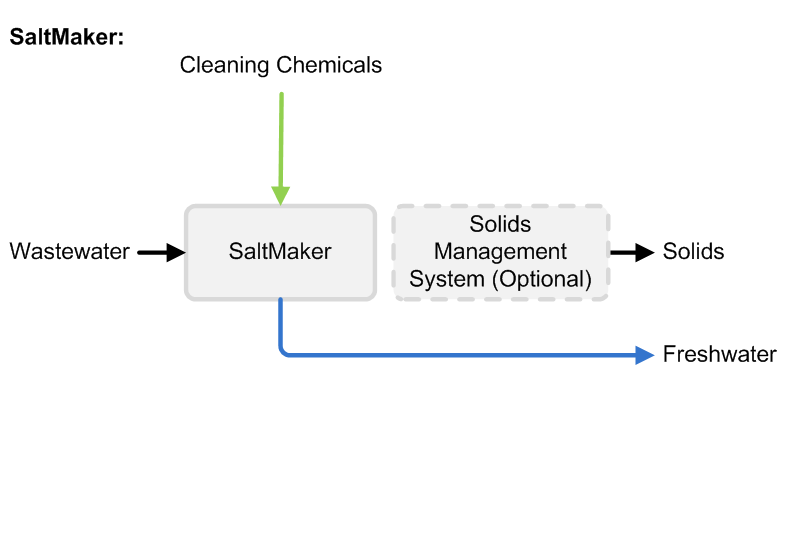
















ChilledCrys is a novel and highly competitive alternative to expensive evaporators for zero liquid discharge of specific chemistries.

Saltworks is pleased to announce that recent advancements in reverse osmosis technology are now commercially available. Reduce conventional RO brine volumes by 50%, achieving brine concentrations of 130,000 to 150,000 mg/L TDS with spiral wound RO membranes.

Saltworks Technologies has been chosen to deliver two full-scale saline water treatment systems for a precious metals mine in the Canadian North. The zero liquid discharge (ZLD) plants will desalinate mine shaft water, and enable the site to achieve their treatment goals.

Zero liquid discharge (ZLD) is an engineering approach to water treatment where all water is recovered and contaminants are reduced to solid waste.