
SaltMaker ChilledCrys Crystallizer
ChilledCrys is a novel and highly competitive alternative to expensive evaporators for zero liquid discharge of specific chemistries.




ChilledCrys is a novel and highly competitive alternative to expensive evaporators for zero liquid discharge of specific chemistries.
BrineRefine is a continuous stirred tank reactor (CSTR) that executes diverse chemical reactions efficiently and with precision.
Our XtremeRO and OARO provide industry-leading recovery and reliablity. Concentrate brine, reduce discharge volumes, recover freshwater and more.

Saltworks is thrilled to help clients lower installation and operational costs and future-proof their plants. This was recently demonstrated through delivery of a modular BrineRefine and XtremeUF system that enables the targeting of ions of value or concern with substantially reduced waste.
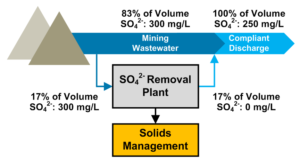
There are many sulfate treatments available, with different advantages and disadvantages. Factors for consideration include capital and operational costs, solid vs. liquid brine reject for disposal, if the need is seasonal or year-round, and suitability for adverse operating conditions.

Real-time measurement provides prompt feedback for controls. A real-time sensor can help to optimize your process, reduce risk, and minimize operational and maintenance demand. Saltworks has developed a new real-time sensor—that is simple and robust—to operate in the high-TDS range.

Saltworks completed an off-site FlexEDR Selective pilot test to treat flue gas desulfurization (FGD) wastewater from a coal fired power plant in China. The objective was to reduce chlorides such that the FGD wastewater could be internally recycled and final treatment costs reduced notably.