








News
Boosting Oil Production through Water Treatment – A Pilot Proof Point
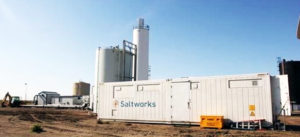
Saltworks developed and delivered an EOR produced water pilot, that reliably desalted the returning produced water. This saves the client notable chemical costs: more than the cost of water treatment, in some cases. Saltworks can run a project assessment to evaluate each specific case.


