
Product
SaltMaker AirBreather Evaporator Crystallizer
Open-to-atmosphere evaporator, operating at low temperatures to concentrate brine.




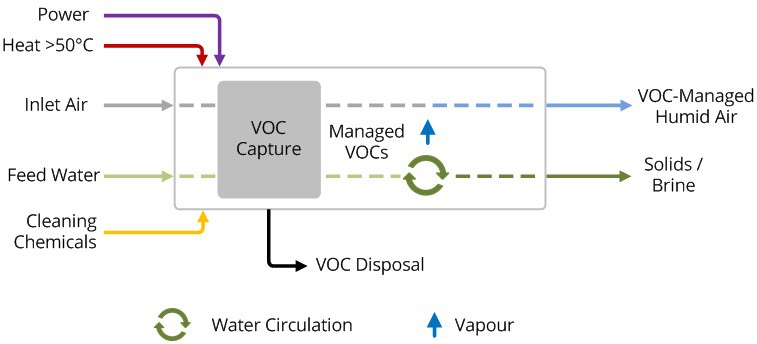


Open-to-atmosphere evaporator, operating at low temperatures to concentrate brine.

There are four fundamental types of industrial evaporators and crystallizers used for wastewater treatment, brine management, or improving water reuse. Lower your risks and improve costs by understanding the trade-offs between the different evaporator types.

Scale is a crust that forms on membranes, heat transfer surfaces, and on the inside of pipes as salts precipitate out of solution. It blocks flow, disrupts heat transfer, and increases energy requirements for water treatment systems

The many options for managing brine, a term for saline wastewater from industrial processes, fall under two categories: brine treatment and brine disposal. Brine treatment involves desalinating the brine for reuse and producing a concentrated brine (lower liquid waste volume), or residual solids (zero liquid discharge).