SaltMaker MVR & MSF Evaporative Crystallizers
Modular, next-generation evaporator-crystallizers with intelligent self-diagnosis, self-cleaning, and advanced automation for minimal and true liquid discharge.





Modular, next-generation evaporator-crystallizers with intelligent self-diagnosis, self-cleaning, and advanced automation for minimal and true liquid discharge.

BrineRefine is a continuous stirred tank reactor (CSTR) that executes diverse chemical reactions efficiently and with precision.

Our XtremeRO and FusionRO provide industry-leading recovery and reliablity. Concentrate brine, reduce discharge volumes, recover freshwater and more.
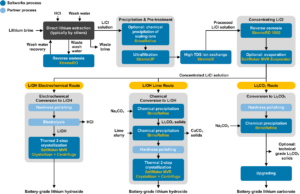
This lithium process flow brochure shows how membrane, thermal, and chemical water technologies fit into various stages of lithium production. Learn how to process lithium to battery-grade, downstream of direct lithium extraction.

Saltworks is pleased to announce the production of battery-grade lithium hydroxide from an industrial wastewater. Saltworks’ process harvests lithium hydroxide solids that reach or exceed battery-grade specifications.

Saltworks is delighted to formally announce its Lithium Test Center, dedicated to accelerating and de-risking lithium processing projects. The new centre incorporates end-to-end lithium processing pilot plants and technical expertise in the production of battery-grade lithium chemicals.

Saltworks is pleased to release a new technology map for achieving complete system ZLD and LCE production. Saltworks’ CEO, Ben Sparrow, also covered the same topic on the “(Don’t) Waste Water” podcast, hosted by Antoine Walter.