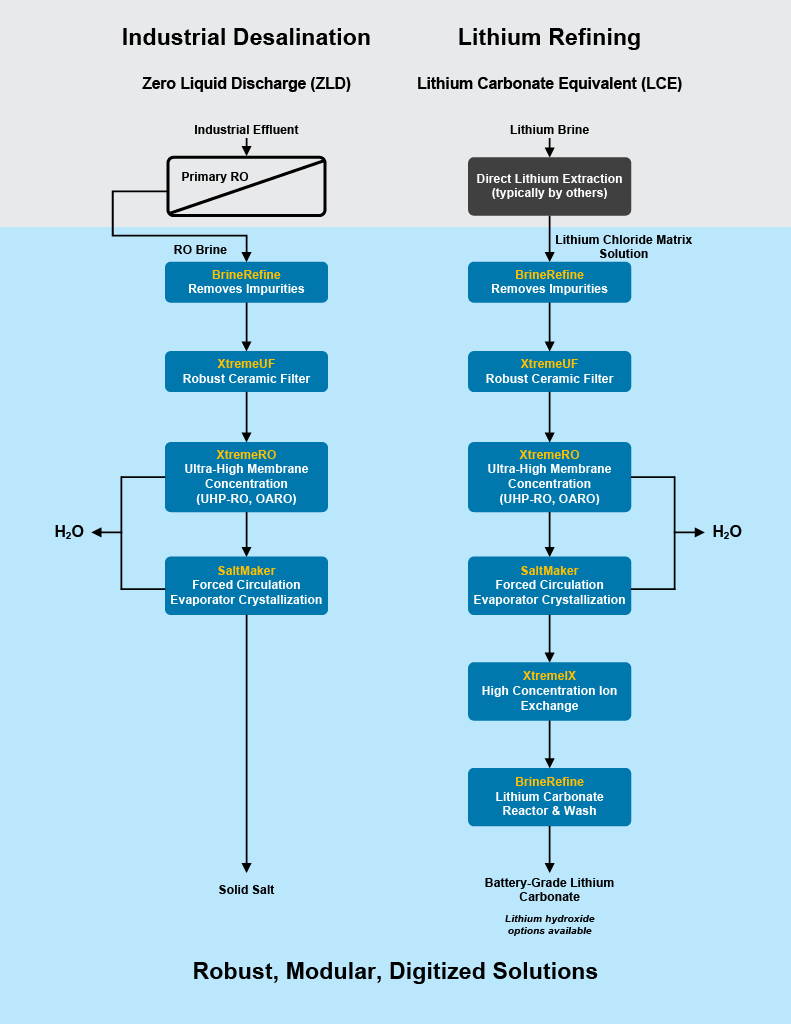
Mining Water for Lithium: ZLD and LCE
Saltworks is pleased to release a new technology map for achieving complete system ZLD and LCE production. Saltworks’ CEO, Ben Sparrow, also covered the same topic on the “(Don’t) Waste Water” podcast, hosted by Antoine Walter.

ZLD Without Evaporation: Saltworks Achieves First ZLD With a Membrane Crystallizer
Saltworks’ engineers achieve ZLD without conventional energy-intensive boiling through a novel membrane-chiller and UHP-RO hybrid plant for a mining client.

RO Brine Treatment: Why Maximizing Reverse Osmosis Recovery Matters
Treating RO brine optimally begins with utilizing lower-cost membrane systems to minimize volume for downstream processing. Clients must then decide between the available thermal treatment options that allow for brine concentration or treating down to solids for disposal.

What is Zero Liquid Discharge & Why is it Important?
Zero liquid discharge (ZLD) is an engineering approach to water treatment where all water is recovered and contaminants are reduced to solid waste.